Allgemein haben automatische optische Inspektionssysteme (AOIs) die Aufgabe, Merkmale und Maße zu erfassen und zu bewerten. In diesem Beitrag geht es um einen wichtigen Teilbereich, nämlich die Prüfung der Maßhaltigkeit von beliebig geformten Objekten in zwei Dimensionen. Dabei spielen geometrische Merkmale wie Geraden, Kreise, Winkel, Flächeninhalte und Konturen eine zentrale Rolle. Zum Einsatz kommen aber auch Methoden der Mustererkennung. Die frühzeitige Erkennung von Fehlerteilen ist der Schlüssel zu Reduktion von Ausschuss und Optimierung der Produktqualität.
Das A & O: Beleuchtung und Optik
Beleuchtung und Optik sind immer wesentliche Voraussetzungen für eine erfolgreiche optische Inspektion. Dies gilt in ganz besonderem Maße für die maßgetreue Erfassung geometrischer Elemente.
Die Beleuchtung muss das zu vermessende Objekt möglichst kontrastreich sowie reflex- und schattenfrei ausleuchten. Vor allem müssen objektbegrenzende Kanten gut hervorgehoben werden. Häufig werden dazu zwischen Optik und Objekt angeordnete achsenparallele Beleuchtungen eingesetzt. Beim Ausleuchten von Durchbrüchen ist eine Gegenlichtbeleuchtung von Vorteil, da man dann eine kontraststarke Schwarzweiß-Abbildung erhält. Auch dabei ist ein möglichst paralleler Strahlengang hilfreich, da so Reflexe an Innenwänden minimiert werden, die sonst zu diffusen Kanten führen. Um dies zu erreichen, sollte die Gegenlichtbeleuchtung möglichst weit von dem durchleuchteten Objekt entfernt montiert werden.
In der optischen Messtechnik wird man immer telezentrische Linsen bevorzugen. Diese haben im Gegensatz zu unserer "normalen" entozentrischen Perspektive den großen Vorteil, dass in einem weiten Abstandsbereich das abgebildete Objekt unverzerrt immer gleich groß erscheint. Dies hat allerdings zur Folge, dass die Eingangslinse des Objektivs größer sein muss, als das abgebildete Objekt. Daher sind telezentrische Objektive umso voluminöser (und teurer) je größer das Gesichtsfeld ist. Für spezielle Zwecke wie etwa die Prüfung der Vollständigkeit und korrekten Steigung von Innengewinden kommen auch entozentrische Objektive mit Fischaugenperspektive zum Einsatz sowie ektozentrische Varianten, die quasi "um die Ecke" blicken und die Außenseite kleiner zylindrischer Objekte abbilden können.

Abbildung 1: Abbildung eines Alu-Profils mit "normaler" entozentrischer (links) telezentrischer (Mitte) und ektozentrischer (rechts) Optik.
Wenn es die Taktzeit erlaubt, kann man das zu vermessende Objekt oder die Kamera plus Objektiv mit Hilfe eines XY-Tischs bewegen. Eine weitere Möglichkeit zur maßstabsgetreuen Abbildung großer Objekte ist die Verwendung von Kamera-Arrays mit Teleoptiken und großem Arbeitsabstand, evtl. unter Verwendung von Umlenkspiegeln einzusetzen. In beiden Fällen werden die Einzelbilder durch Stitching zu ein Gesamtbild kombiniert.
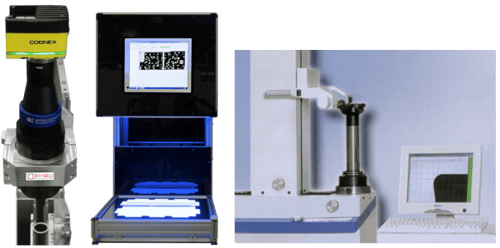
Abbildung 2: Links: System aus telezentrischer Optik und telezentrischer Auflichtbeleuchtung zur Messung von Durchmesser, Wandstärke und der Kreisförmigkeit von Rohrenden. Mitte: Anlage mit Durchlicht, Auflicht und Kamera-Array mit Spiegelumlenkung zur Vermessung großer, ebener Objekte wie z. B. Dichtungen und Getriebeplatten. Rechts: Werkzeugeinstellsystem mit telezentrischer Kamera und telezentrischem Gegenlicht zur mikrometergenauen Formprüfung von Werkzeugen.
Methoden
Bei der Überprüfung, ob Werkstücke eine vorgegebene Form einhalten, ist der erste Schritt in der Regel die Segmentierung des zu inspizierenden Objekts vom Untergrund sowie das Auffinden von Kanten und Konturen. Oft sind dabei noch Vorverarbeitungsschritte mit diversen Filterfunktionen erforderlich. Damit die nötige Genauigkeit erreicht werden kann, muss die Auflösung der Kamera entsprechen gewählt werden, sodann ist das System aus Kamera und Optik zu kalibrieren und schließlich müssen die Koordinaten der Kanten und Konturen durch Subpixel-Interpolation optimiert werden. Unter üblichen Fertigungsbedingungen ist dabei ein Faktor drei realistisch, so dass man durchaus Messgenauigkeiten im Bereich von Mikrometern und etwas darunter erreichen kann. Entscheidend bei der Anpassung von Geometriefunktionen ist, dass "Ausreißer", also von der Sollfunktion abweichende Konturpunkte, erkannt und bei der Analyse berücksichtigt werden. Abweichungen von der Sollform werden ja gerade durch diese Ausreißer charakterisiert.
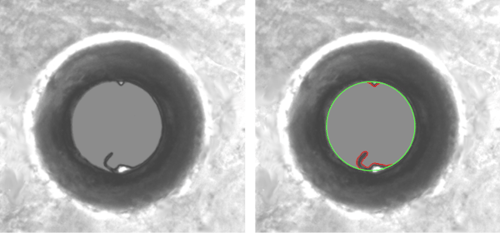
Abbildung 3: Grate, Ausbrüche und Formabweichungen einer Bohrung werden durch Anpassung eines Kreises (grün) und Detektion davon abweichender Punkte (rot) prozesssicher erkannt.

Abbildung 4: Das Beispiel zeigt die Prüfung von Blechdosen auf Dellen und Verformungen.
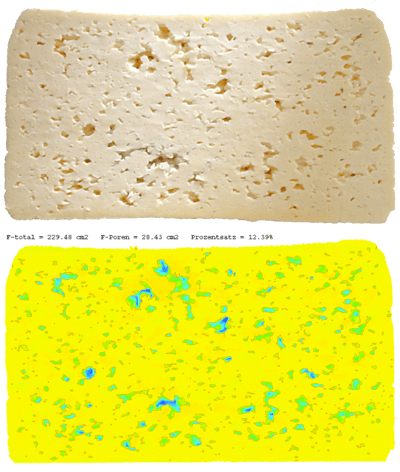
Abbildung 5: Für manche Formprüfungen ist ein Laserscanner besser geeignet, als ein Kamerasystem. Hier werden die mittlere Größe und der prozentuale Flächenanteil von Poren in Käse gemessen.
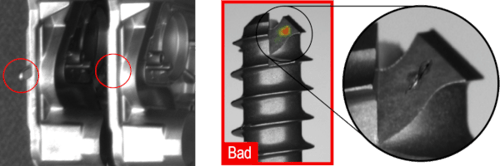
Abbildung 6: In vielen Fällen führen auch Mustererkennung und künstliche Intelligenz zum Ziel. Links: Unterscheidung bearbeiteter Alu-Teile von Rohteilen durch Fehlen oder Vorhandensein eines Zapfens. Die Aufgabe kann mittels Mustererkennung gelöst werden Rechts: Erkennung von Ausbrüchen und Kratzern an Schrauben durch Einsatz von KI-Methoden.
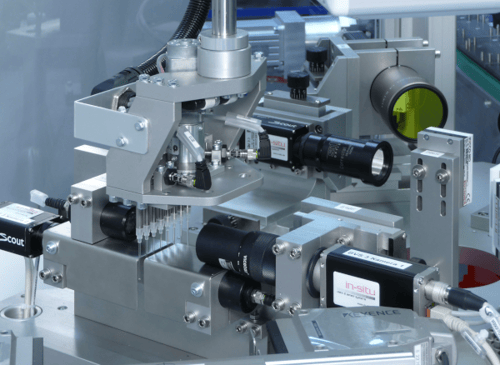
Abbildung 7: Komplexe Aufgaben erfordern komplexe Lösungen. Hier für die Prüfung von Glaskanülen auf Formfehler und Beschädigungen.
Ihr Vorteil
Die Erkennung von Fehlerteilen bereits in der Produktionslinie reduziert den Ausschuss, ermöglicht eine effiziente Prozesssteuerung und erhöht die Qualität der gefertigten Produkte. AOIs benötigen wenig Platz und können oft in bestehende Anlagen eingebaut werden. Die Kommunikation mit der Maschinensteuerung über bewährte Schnittstellen wie beispielsweise Profinet erleichtert die Integration. in-situ verfügt über eine umfangreiche Methodenbibliothek und die Erfahrung aus zahlreichen Installationen, so dass wir schnell, zuverlässig und preiswert optimale Lösungen liefern können. Ist zusätzlich Automatisierungstechnik mit Handling von Teilen erforderlich - in-situ bietet alles aus einer Hand. Ein schneller Return-of-Invest ist dadurch gesichert.